The first time a metal AM programme tries to move from “qualified prototype” to “certified series”, the surprise is rarely technical. It’s organisational. The process prints. The part performs. The customer is interested. Then the certification conversation begins, and suddenly the hardest component in the system is neither the laser nor the powder. It’s the evidence.
Across early space and aviation certification efforts, a pattern repeated. Teams could usually show some documentation, but struggled to show it in a way that was coherent, repeatable, and defensible. That’s where programmes slowed down, costs rose, and confidence got fragile.
Here are the practical lessons those early projects keep teaching.
Lesson 1 - Certification is an interrogation, not a presentation
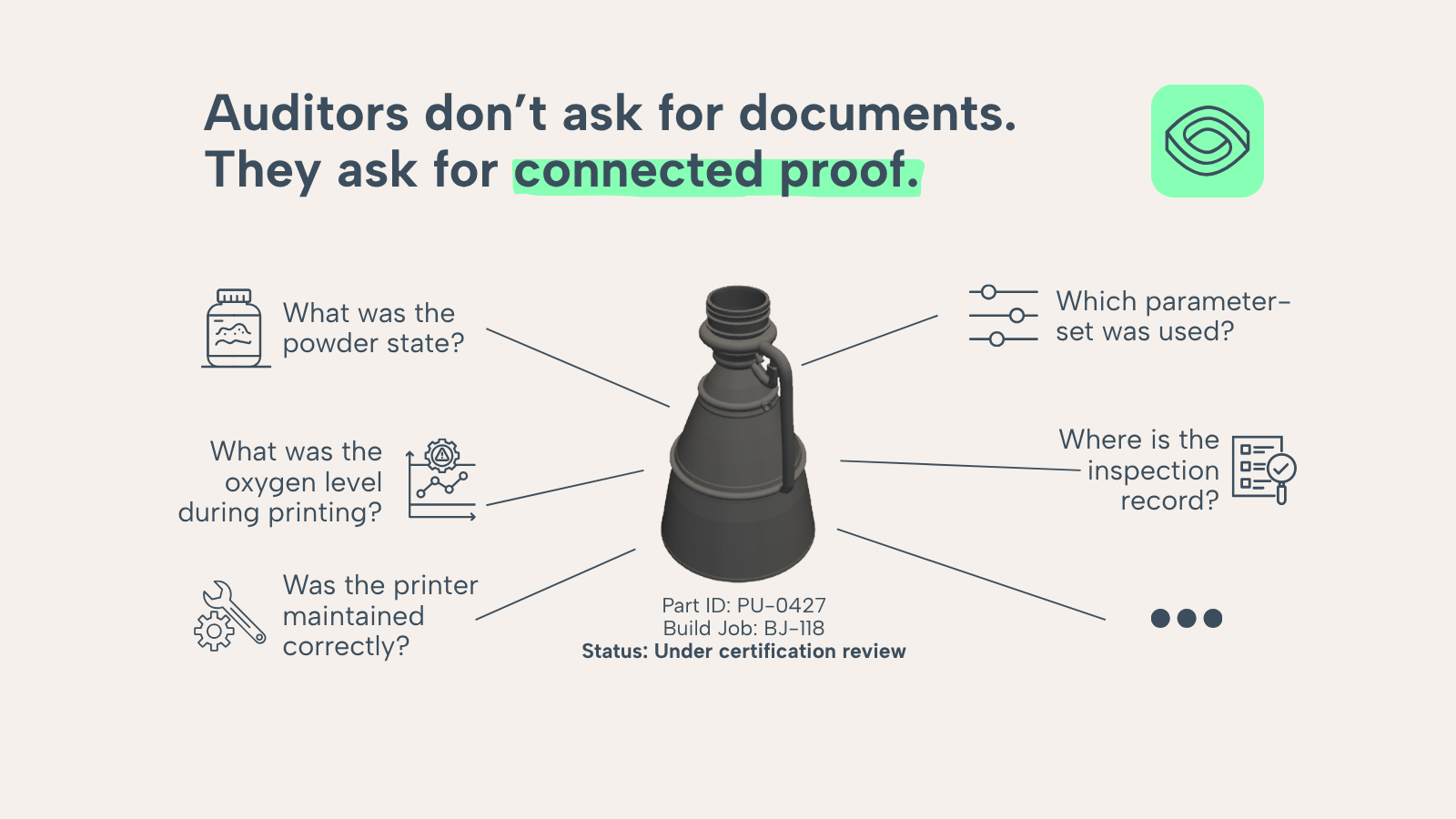
A slide deck and a folder of PDFs might satisfy an internal review. Auditors think differently. They ask cross-cutting questions like “Which powder state touched this part?”, “Which parameter set was active?”, “What changed since the last accepted build?”, “Where’s the post-processing proof?”. If the evidence only comes together through manual chasing, your ‘system’ is really a collection exercise.
Lesson 2 - “Traceable” isn’t the same as “queryable”
Many operations can trace a part if given enough time. But in regulated environments, time is the enemy. Evidence needs to be queryable - part-level links between powder, build, post-processing, inspection, and deviations. If the links only exist in naming conventions and spreadsheets, the record breaks under scale.
Lesson 3 - Stability matters as much as conformance
ISO/ASTM thinking pushes the conversation beyond “this part passed”. Certification programmes increasingly expect proof that the process is stable over time: CTQs, trend evidence, drift detection, and disciplined responses. End-of-line inspection can prove outcome; it can’t prove control.
Lesson 4 - Change is inevitable, unmanaged change is fatal
Parameter sets evolve. Machines get serviced. Powder strategies adjust. Inspection plans improve. Early programmes often fail not because change happened, but because change wasn’t captured clearly enough to explain impact on risk and capability.
Lesson 5 - The winning teams stop assembling evidence and start generating it
The turning point comes when quality evidence becomes a by-product of production, not a side project. That requires a robust quality data backbone, a structured, part-linked record that can produce consistent outputs on demand.
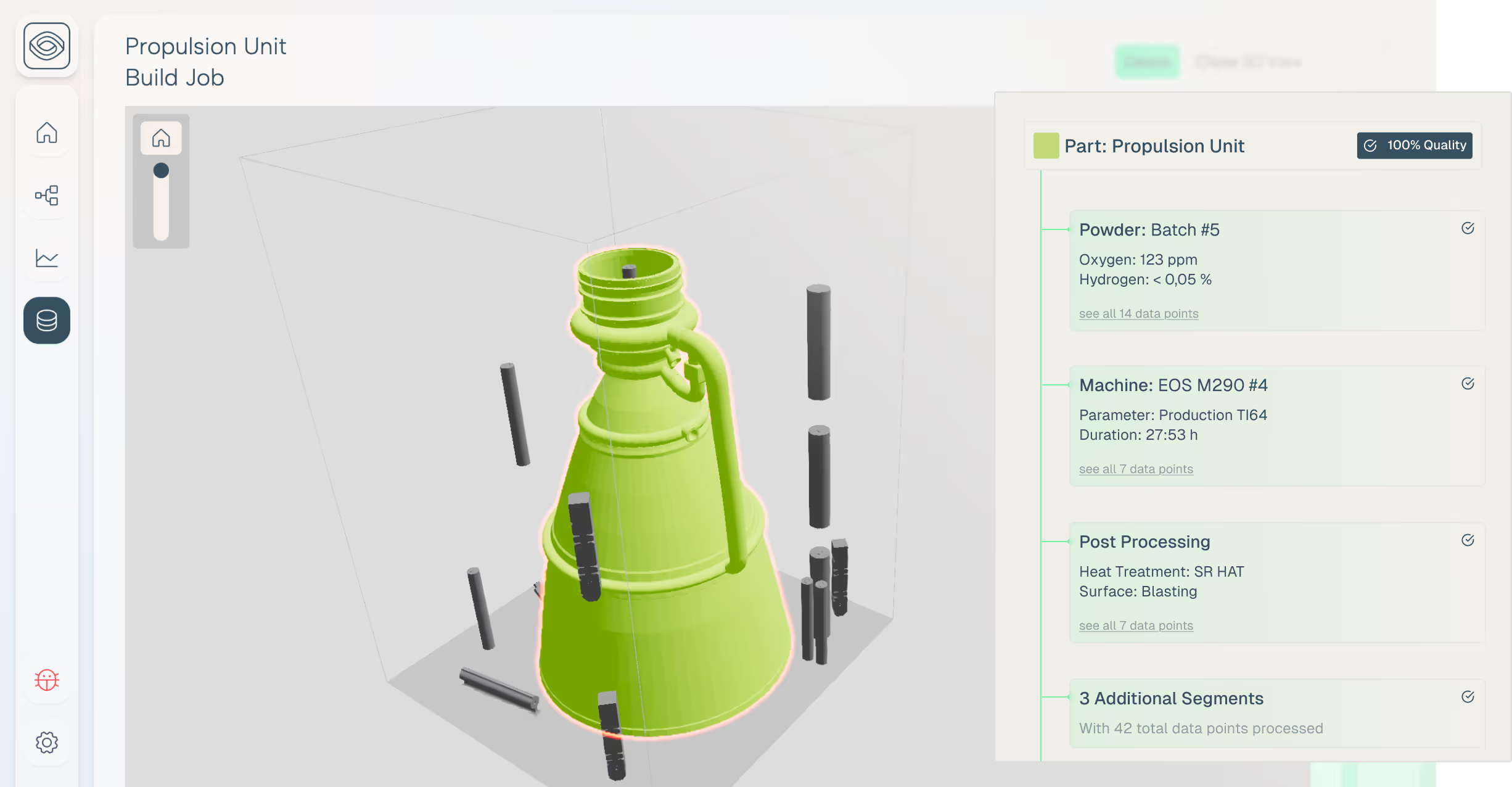
At amsight we frame this backbone as two complementary building blocks:
- Full product history - repeatable proof for each part (Prove Part Conformity)
- A process logbook - repeatable proof the process stays stable (Process & Machine Qualification)
If you’re in space, aviation, defence, semiconductor or medtech, the message from early certification projects is simple. Certification isn’t won by having more documents. It’s won by having better structure.
A quality data backbone is what turns AM from “possible” into “dependable.”
Related articles
.png)
Blog Post
Structuring Powder, Process and Inspection Data: Requirements for an AM-Specific QMS
When AM moves into production, quality data becomes a relationship problem. This article shows why powder, machine, process and inspection evidence must be structured together, not stored as disconnected documents.
Jul 16, 2026
.png)
Blog Post
How to Recognise When it’s Time to Move AM Quality Management Beyond Spreadsheets
Excel works well in early AM production, until it quietly becomes the backbone of your quality management. This article shows five signs that your process has outgrown spreadsheets, from manual audit packs to slow root-cause analysis and fragile traceability.
Jul 6, 2026

Let's Talk About Your AM Production
Book a call and we'll discuss your process, requirements as we share our findings and walk through why we built amsight.