If you work in regulated additive manufacturing, you’ve probably noticed a shift in audits over the past few years. The questions are no longer just “show me the report.” They’re increasingly:
- “Show me the chain of evidence behind that report.”
- “Show me how you control variation over time.”
- “Show me what changed between builds, and how you assessed the risk.”
This is not auditors being difficult. It’s the industry catching up with reality. AM is moving into higher-value, higher-risk applications, and regulators need confidence that quality is managed as a system, not assembled as an event.
That’s exactly what standards like ISO/ASTM 52920 and 52930 normalise. You don’t need to memorise clause numbers to understand the direction of travel, from documents to data; from “we stored it” to “we can prove it.”
What the standards are really asking for
Standards such as ISO/ASTM 52920 (general QM principles for AM) and ISO/ASTM 52930 (qualification principles) reinforce three big expectations that show up in audits again and again:
- Traceability that behaves like a system: Not just batch numbers written on a traveller. Auditors increasingly expect part-level traceability that links powder state, build job and parameters, machine events, post-processing steps, inspection evidence, and any deviations. In other words a digital thread, not a filing cabinet.
- Qualification and control, not just inspection: Inspection proves outcome. Qualification proves capability. The standards push the conversation upstream. Can you demonstrate the process is understood, repeatable, and controlled? That naturally leads to SPC, stability evidence, and process windows, especially in space, aerospace, and defence programmes.
- Change visibility and risk thinking: Additive manufacturing evolves - parameters, machines, powder reuse strategies, post-processing routes, even inspection methods. Standards and audits increasingly ask you to show what changed and what you did about it. “We adjusted the settings” isn’t enough, the question is whether you can demonstrate impact on quality and compliance.
Where teams get stuck
Most AM manufacturers do have data, lots of it. The failure mode is how it’s stored:
- build logs in one system
- powder records in another
- inspection reports as PDFs
- CT images in shared drives
- engineering decisions in emails
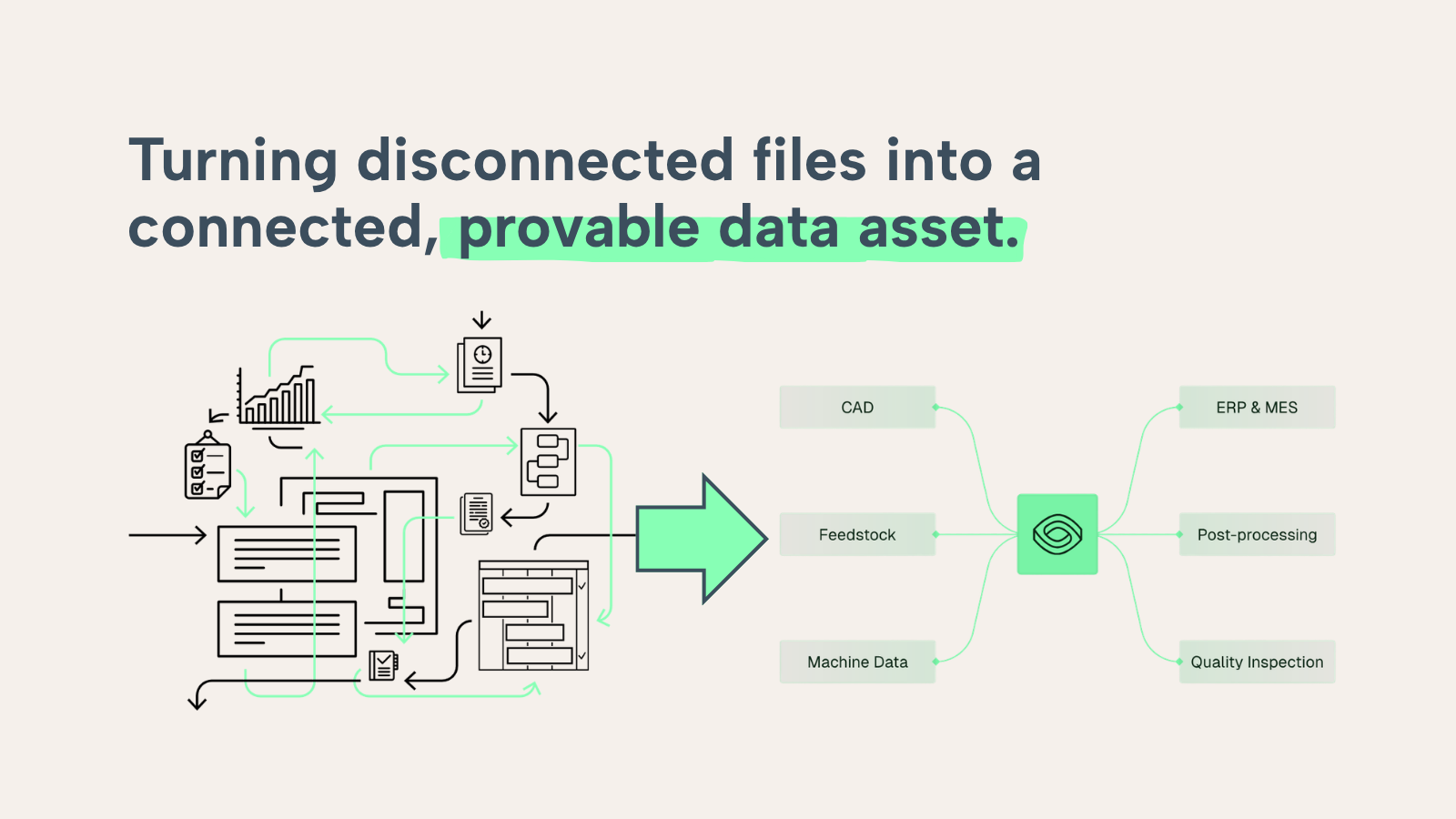
When data is fragmented, audits become archaeology. You can eventually assemble the story, but it’s slow, inconsistent, and vulnerable to human error, exactly what regulated customers are trying to avoid.
Mapping the requirements to a practical digital approach
Here’s a simple way to translate the standards direction into operational design:
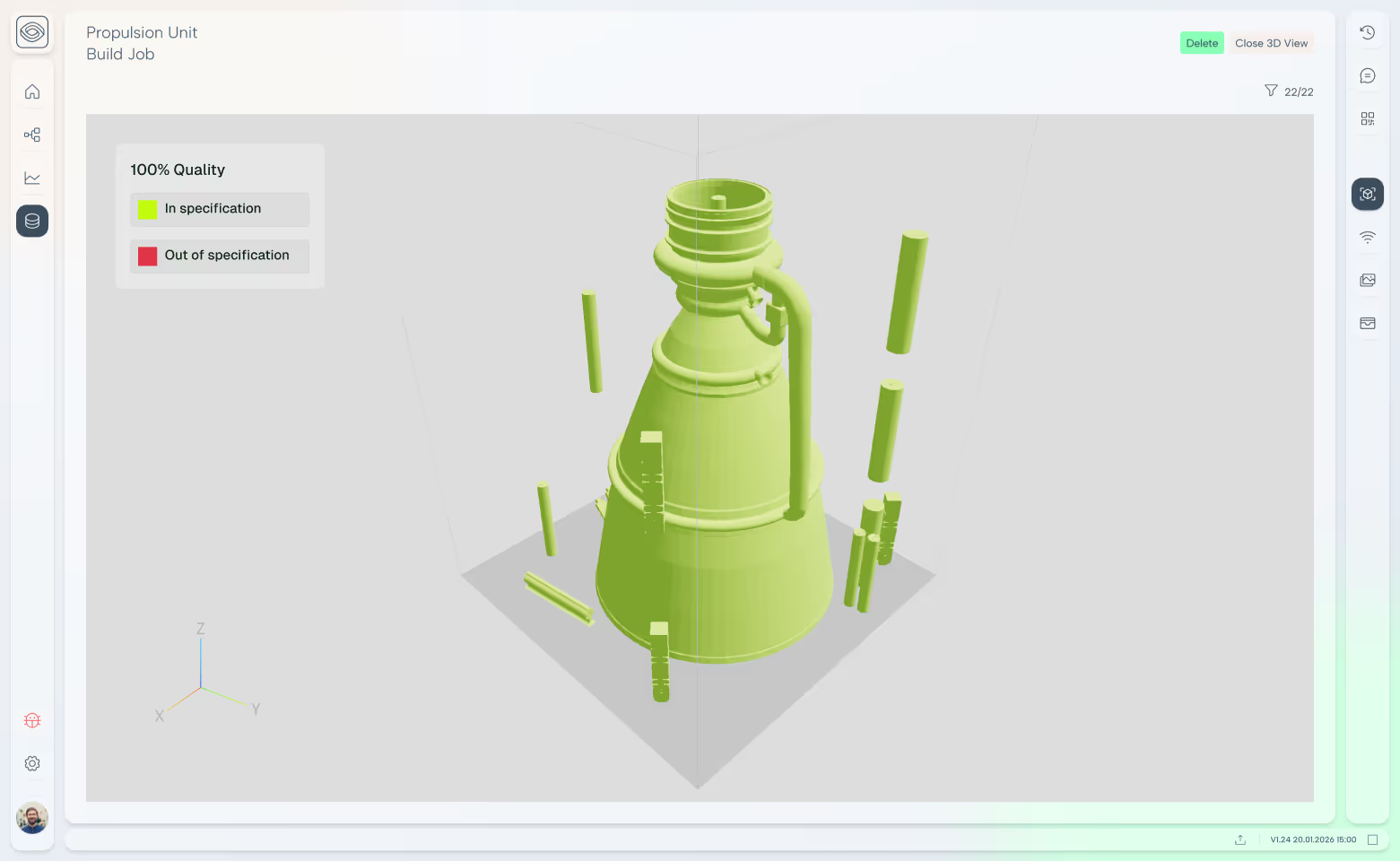
You need repeatable evidence packs, what was built, with what material state, under what parameters, with what post-processing route, and what inspection proves conformity. The goal is a consistent output — not a bespoke report rebuilt each time.
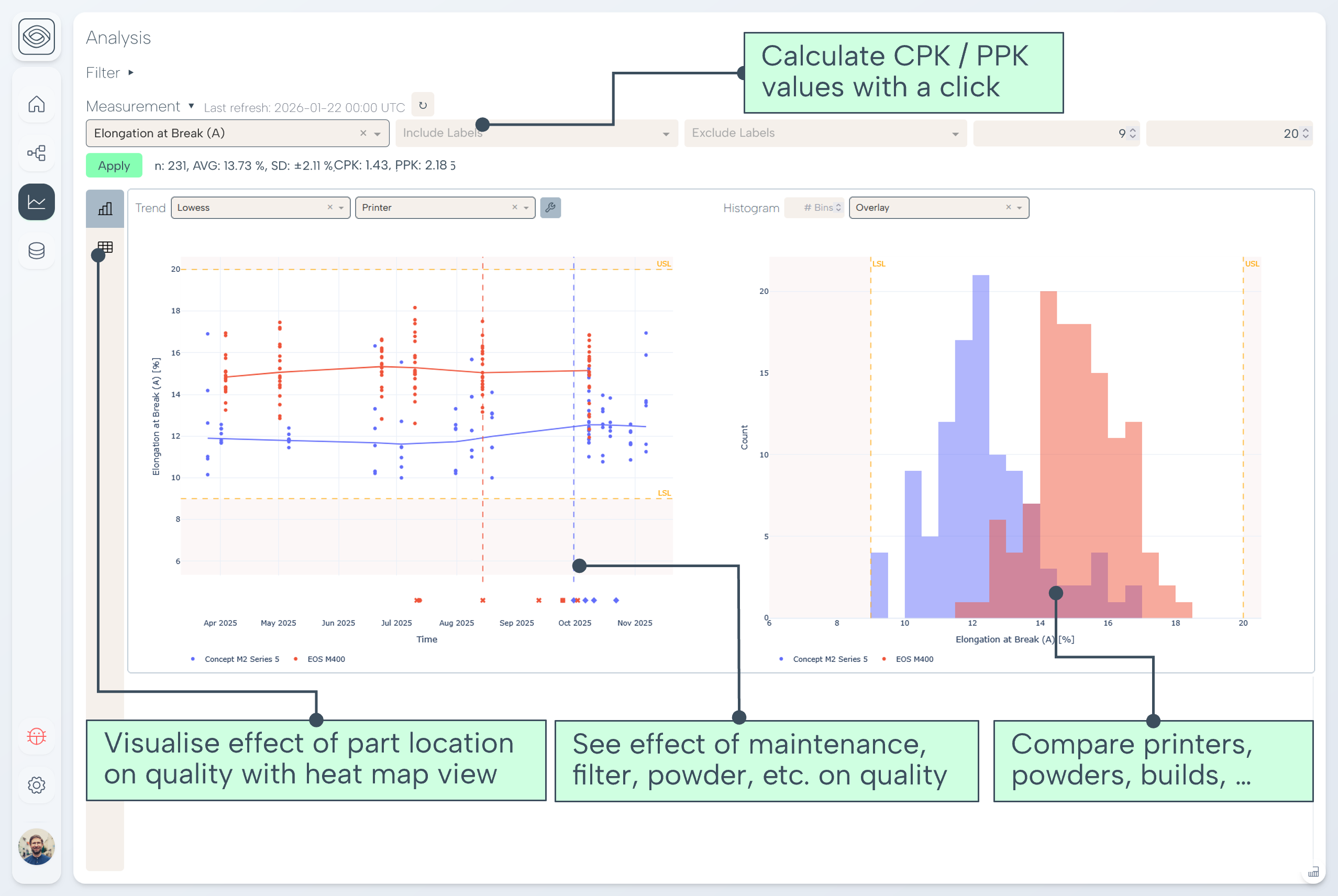
B) Process & Machine Qualification
You need to demonstrate repeatability over time, stability, drift detection, SPC, and how you handle deviations. This is how you shift from “100% inspection to be safe” toward “controlled reduction of inspection because capability is proven.”
If you’re in space, aerospace, or defence, this isn’t theoretical. Qualification evidence is the currency of trust, and standards are increasingly shaping how that trust must be documented.
Audit readiness is an architecture choice
Most companies treat audit readiness as a documentation task. In AM production, it’s more accurate to see it as a data architecture task. If your quality story lives in disconnected files, you’ll always be assembling it under pressure. If your quality story lives in a structured, linked system, you can answer auditor questions quickly, consistently, and confidently, and spend your engineering time improving the process rather than chasing paperwork.
That is where the standards are pushing us. And it’s where regulated AM is heading.
Related articles

.png)
Blog Post
Building a Feedback Loop Between Inspection, Process Parameters, and Powder Management
AM quality data should do more than prove compliance, it should improve production. This insight shows how closing the loop between inspection, process context and powder history helps teams detect drift earlier, reduce rework and build more stable AM processes.
Jun 23, 2026
.png)
Blog Post
Positioning AM Quality Software in Your Existing IT Landscape
The problem with industrial AM isn’t ambition, it’s architecture. This insight explains why forcing AM quality evidence into MES, QMS or spreadsheets creates chaos, and how amsight gives IT teams a cleaner way to make powder-to-part traceability repeatable.
Jun 16, 2026
Let's Talk About Your AM Production
Book a call and we'll discuss your process, requirements as we share our findings and walk through why we built amsight.